






我们的口号是:短小精悍,显而易见,几分一点,迅速体现。
在市政工程中包含着多方向的施工内容,大到桥梁小道管道,无处不在,为了保证城市的正常运行他们都是不可缺少的,今天为大家说一说关于管道施工中的一些要求~
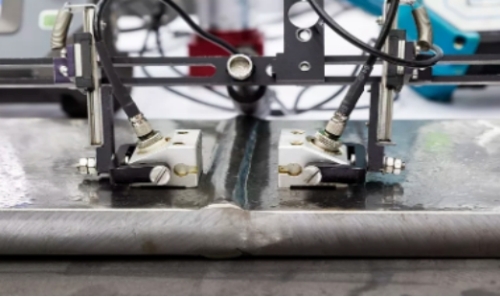
1.什么是转动口焊接?什么是固定口焊接?
所谓固定焊:指的是焊接作业人员在进行管道焊接过程中随焊接位置而动(横、竖、仰、俯中变动)施焊。说的通俗点就是在焊接的过程中这个焊接位置不能活动,得通过焊接作业人员的移动来进行焊接,这种焊接情况下相对来说就比较费劲,因为操作较为困难,所以要求焊工的焊接技术水平比较高。

所谓转动焊:转动焊口使焊接人员在一个比较理想的位置(横、竖、仰、俯中的一个)施焊。说的通俗点就是管道焊接的时候可以把管道调整到方便施焊的位置进行焊接,这样相对来说减少了焊接的难度,从而方便焊接,其焊口质量相对固定焊要容易控制一些。

2.焊缝内部质量的抽样检查
焊缝内部质量的抽样检验应符合下列要求:
(1)焊缝内部质量的无损检测数量,应按设计规定执行。当设计无规定时,抽查数量不应少于焊缝总数的15%,且每个焊工不应少于一个焊缝。抽查时,应侧重抽查固定焊口。
(2)管道公称直径大于或等于500mm时,应对每条环向焊缝按规定的检验数量进行局部检验,且不得少于150mm的焊缝长度。
(3)对穿越或跨越铁路、公路、河流、桥梁、有轨电车及敷设在套管内的管道环向焊缝,必须进行100%的射线照相检验。
(4)当抽样检验的焊缝全部合格时,则此次抽样所代表的该批焊缝应为全部合格;当抽样检验出现不合格焊缝时,对不合格焊缝返修后,按下列规定扩大检验:每出现一道不合格焊缝,应再抽检两道该焊工所焊的同一批焊缝,按原检测方法进行检验;如第二次抽检仍出现不合格焊缝,则应对该焊工所焊全部同批的焊缝按原检测方法进行检验。对出现的不合格焊缝必须进行返修,并应对返修的焊缝按原检测方法进行检验;焊缝上同一部位的返修次数不应超过两次,根部缺陷只允许返修一次。
几分钟搞懂一个知识点,难道它不香嘛?我们下回再见!





















 扫一扫立即下载
扫一扫立即下载

