

���蹤�̽����� > רҵ���� > ���չ��� > �������� > ����
2008-03-04 08:56 ���� �� С������ӡ������Ҫ������
����4.1.1 �������ڼ���ĿҪ��
����4.1.1.1 ����
����1�� ��������һ��Ϊ2��3�������һ�Ρ���Ͷ��Ķ�·������һ��������ȫ��Ľ�����͵�����
����2�� ������Ŀ��
����a�� ��·���ֽ���ޣ�
����b�� ��ܵļ��ޣ�
����c�� �������˵ļ��ޣ�
����d�� ��Ųٶ������ķֽ���ޣ�
����e�� ���������顣
����4.1.1.2 ��
����1�� С�����ڲ������·��������£��Զ�·��������ϸ�ļ�顢��ɨ�;ֲ������Ĺ�����һ��涨Ϊһ��һ�Ρ���·������δ���������ߣ��ɲ�����С�ޡ�
����2�� С����Ŀ��
����a�� ��Ųٶ���������ϵͳ��顢��ɨ�ͼ��ͣ�
����b�� �������ƻ�·���Ӽ�顢���̣�
����c�� ��������������顢���ͼ���˨���̣�
����d�� ��Ե�Ӽ���ԵͲ�����ɨ����飬���߶�����˨���̣�
����e�� ���ݴ���ȱ�ݽ�������Դ�����
����f�� �������Ͳ������飻
����g�� ��ͷ�բ��ѹ�ⶨ��
����h�� ��բ����������飨������բ��о�������̶���˿�ȣ�
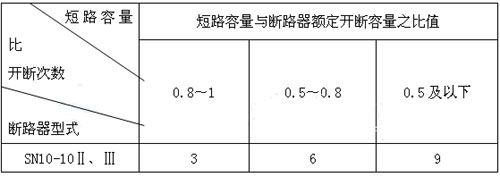
����4.1.1.3 ��ʱ�Լ���
����1�� ���϶�·�Ĵ����ﵽ�±��涨ʱӦ������ʱ�Լ��ޣ�
����2�� �����������ɴ�200��ʱӦ������ʱ�Լ��ޣ�
����3�� ����������ȱ�ݣ�Ӱ���·��������ȫ����ʱ��Ӧ������ʱ�Լ��ޡ�
����4.1.1.4 ������
����1�� ��ǰ������
����a�� �������к������������ֵ����⣬��ȷȱ�ݺͼ������ݡ��ص���Ŀ��������ʩ�ȣ�
����b�� ���ü������蹤�ߡ����ϡ�����ȣ�
����c�� ������ʵ�����������������Ȱ��ţ�
����d�� ����ʩ���ý���ֱ����Դ������¼�ȣ�
����e�� ��������Ʊ�����������ֳ���ȫ��ʩ��
����2�� ͣ�����ⲿ��顢���Լ���������a�� ���ݴ������⣬����йز�λ���ⶨ��Ҫ�����ݣ�
����b�� �������ܷ�������鿴��©�Ͳ�λ�����ü�¼��
����c�� ����·����ۣ�����߶��ӡ���ԵͲ����ܡ��ӵ��ߵȣ�
����d�� �����ֶ����綯�֡���բ�������������������Ķ����Ƿ�������
����4.1.2 ����������������
����4.1.2.1 ��·���ķֽ����
����1�� ��·���ķֽ�
����a�� �ײ�������˨�����ͷų���
����b�� ����ϡ��½��߶������ߣ�ж��SN10-10��/3000�Ͷ�·����Ͳװ�䡣�����������µ��㲿��Ӧ���������ﳡ����������˳�η��ã��Է���ʧ����Ե�����������ˡ�
����c�� �������ǰ���ж����ñ���Ͻ��������������ֻ��������˨��ȡ����ñ��������װ�估С��Ե��Ͳ��
����d�� ��ר�ù����ɿ���ѹ����ȡ�����ң�
����e�� ��ר�ù����ɿ���ѹ���ϵ���ֻ��������˨��ȡ�¾�ԵͲװ�估�½�������
����f�� ��Ե�����������ҡ�۵����ӣ������ˣ���ж�����������ӵĦ�10��55mm����������������ˣ�
����g�� ��Ҫʱ���ɿ��̶���������˨����������֧�־�Ե����ж�¡�һ��ɲ���ж��
����4.1.2.2 ����
����1�� �ɿ�M8��12��Բͷ�ݶ���ȡ�������ǣ��ɿ�M12��˨������������������ж�»��ͷ���
����2�� ��ϴ���������������ͷ����ܷⲻ�ϣ�����С������һ�£�ʹ���пɿ����ܷ��ߡ�����������ñ��ɰ�ۣ�����������ͨ�����ͷ������������ܷ�ɿ���
����3�� ����ж�෴˳��װ�������������������ϸǵĶ������������м��ඨ��������ļн�Ϊ45�㣬������Ӧ�������߰�װ��
����4.1.2.3 ������װ�����
����1�� �ֽ�
����a�� ��ר�ù��߽���ָ��������ָ�Ӿ�������ж�£���ȡ������Ƭ��
����b�� ж����ֹ����
����c�� �ɿ���ֻ��˨��ʹ�����봥ͷ�ܷ��롣
����2�� ��ϴ�����
����a�� �úϸ��Ե����ϴ�������
����b�� ��鴥ָ��������ָ����Ӵ��棬���������˿���ϸﱻ�0# ɰ����������������ʱ������������������Ӵ���Ӧ�⻬ƽ�������������30%������ȴ���1mmʱӦ������ͭ�ٺϽ�������ȴ���2mmʱӦ������
����c�� ��鴥ͷ���봥���ĽӴ��漰�����봥ָ�ĽӴ����������������˺ۼ��������˿���0# ɰ����ĥ������F�����������������0.5mm.����������ͷ���봥����Ӵ�Ӧ���ܣ������봥ָ�Ӵ��治Ӧ�����˺ۼ���
����d�� ��鴥���Ĵ�ָβ���ڻ����Ƿ�����ɾ�����դ�Ƿ��������������������ĸ�դӦ�����ơ�ȱ�����̶���դ��Բ���������估�˳�����
����e�� ��鵯��Ƭ���ޱ��κ���������������Ƭ�����Ȳ�����0.2mm���봥ָ����������դ�Ӵ�����Ӧ�����ˡ�
����f�� ���촵һ�£�������ֹ���ܷ���������ܷⲻ�ϣ��ɰ���ñ���ͷ�������������������������ֹ���ڲ�Ӧ��ͭ���������ʣ�������Ӧ���������Բ��������Ӧí�á���ƽ����������
����g�� ���С��Ե��Ͳ����Ĥ�Ƿ����������ް��䡢��㡢�����������������ڱڲ�Ӧ������̿�����˼����������Ӧ������
����3�� װ��
����a�� ���ֽ��෴˳��װ������װ��ָʱ��ע����SN10-10����Ͷ�·��������ָ�붨λ��������λ�á���������SN10-10����Ͷ�·��������ָ����װ�ڲ���ѹ�������־�������������־������뽫������ָװ�ڶ��ᴵ�����ķ���
����b�� ��������ָ�պ�Բֱ��Ӧ�Ϻ�Ҫ�������������ͼ�������Ͳ����ָ�պ�Բֱ��Ϊ��18.5����20mm������Ͳ����ָ�պ�Բֱ��Ϊ��29����30mm.
����4.1.2.4 ���Ҽ����úϸ��Ե����ϴ��Ƭ��������Ƭ����Ե��Ȧ������͵ĸ����ڣ������Ƭ����Ե���������������������ʱ������0# ɰ��������û��ۣ���������ʱӦ����������������Ƭ����Ӧ�⻬ƽ������̿�������������Ƽ������������Ƭ����һƬ�������ó���32���ף�SN10-10���ͣ�������Ƭ�˿����ó�����26���ס���Ե����������
����4.1.2.5 ��ԵͲװ�����
����1�� �ֽ�
����a�� ȡ����ԵͲ����ѹ���������õ��ɣ�
����b�� �ɿ���ֻ��˨��ж���ͱ겣��������ͱ겣�����ͱ������¿ס����������ͱ����¿�Ӧ��ͨ��
����c�� �����߶��Ӽ��ֳ�������ͷ�ĽӴ������ް���ƽ���������Ӵ���������Ϳ�����Է�ʿ���͡����������Ӵ���Ӧƽ�����ֳ�������ͷ��ָ��������ã������ޱ��κ���
����d�� �ò����þ�ԵͲ����ڣ�������״��������Ĥ��Ӧ��Ϳ1032��Ե���ᡣ����������ԵͲ������Ĥ�⻬���������ᣬ�ڱ��ŵ�ۼ�����Բ�������˱��Ρ�
����e�� �����ѹ�����ԵͲ�����õ������ޱ��Ρ�����������ѹ��Ӧ�������𣬵���Ӧ��ѹ����Ρ�
����4.1.2.6 �½�����������װ�ü���
����1�� �ֽ��ɿ���ֻ��˨��ж�¹�����ͷ������װ�á�
����2�� ��ϴ�����
����a�� ��鵼��װ�õĵ��������½������ĽӴ��Ƿ���ܣ����ർ�����Ƿ����պۣ��������˺ۼ������ԭ���Դ��������������������������������ͷ����Ӧ�����˺ۼ�����������ĽӴ�Ӧ���ܡ�
����b�� ���������ͷװ��Ĺ��ֶ�����������������í����������ɡ����塢��Ȧ���Ƿ���������������������ͷ�Ĺ���ת��Ӧ�������Ӧ����������Ӧí�̣��������ȫ���������Է���ͼ4��1��Ҫ��
����c�� ��ϴ����鶯�������µ����Ե���������Ѻ������߽���ӵ������ϲ��£����Ը����������������¾�Ե�������������ơ������Ӧ�⻬��
����d�� ��ϴ������½��������ֳ�������ͷ����Ӵ���������Ӵ��粻��Ӧ����������������Ϳ�����Է�ʿ���͡�������������Ӵ���Ӧ�����˺ۼ�����ƽ���⻬���ֳ�������ͷ��ָ�������롢ƽ������������ã������ͷ��ָ�����ޱ�����
����3�� ���ֽ��෴˳��װ����
����4.1.2.7 �����˼���
����1�� �ֽ�һ�㶯��ͷ�ɲ���ж����Ӧ��鶯��ͷ�붯���˵������Ƿ��ɶ�����������������´���ʱ������ר�ù��߰Ѷ���ͷš�£�����ж���ѣ���ж�¶����˺��ڻ�ǯ�Ͻ��У��Է�ֹ�����ڸ����������������Ρ�������������ͷͭ�ٺϽ�������ȴ���2����ʱӦ��������ͭ���ֲ�Ӧ�����ˣ�����ͷ�뵼��˵�����Ӧ�����ι̣������˸���ϴ�Ӧ�⻬��̨��
����2�� ���
����a�� �ڶ���ͷж��ʱ��Ӧ��鵼��˵����Ƽ��ڲ�ѹ�������Ƿ���κ���
�������������������Ʋ�Ӧ���ҿ�������Ӧ���Ѽ�������ʴ��
����b�� ��鵼����뻺������í���Ƿ��ι̣��������¶˿���������ײ���ۼ�����������ײ���ۼ���Ӧ���ԭ��������������������í���ι̣�í������Ӧ��ƽ���������¶˿ڲ�Ӧ������ײ���ۼ���
����c�� ��鵼��˵������ȣ����ϸ�ʱӦУֱ��������������˵������ȡ�0.15���ף�����ͷ�˲������ݶ�Ӧ���̡�
����3�� ���ֽ��෴˳��װ����
����4.1.2.8 ��������
����1�� �ֽ�
����a�� ж������ͻ��λ�������ݶ�����ר�ù��ߴ���ת���ϵĵ���������������ת�Ȼ��ȡ�������ڵĹձۼ����۷��룻
����b�� ��ר�ù����ɿ�ת���ܷ�������ף�ȡ����Ȧ���Ǽ����ͷ⣻
����c�� ж���ͻ����������ˡ�
����2�� ��ϴ�����
����a�� ��ϴ�������������������Ƿ���ȫ�������ڹձۡ������Ƿ��б��Σ�í���Ƿ��ι̣���Ƥ�ƶ����Ƿ������������������ۡ��ڹձ�Ӧ�ޱ�������Ƥ�ƶ��鲻Ӧ���ơ���í��Ӧ�ι̡�
����b�� ��ϴת�ἰ��ҡ�ۣ������������������������ת������ҡ���ϵ����ƽ�жȡ�0.3��ת����治Ӧ�л�е�˺ۣ���������Ӧ�ι̡�
����c�� �����Ǽ����ͷ�ʱӦ����Ȧ��������ϸ��������������������Ǽ����ͷⲻӦ���ܷ���Ӧ��ë�̡����ơ����ס�ȱ��ȣ��Ǽ��ͷ��ϵı���Ӧ�������𣬽�ͷ�Խ����á�
����d�� ��ϴ������ͻ����������˼��²���Բ�̡��������������˲�Ӧ������ײ����������Բ�̼��í��Ӧ�ι̡�
����e�� �úϸ��Ե����ϴ�������������У��ڲ�����ף��������ⲿ��飬���������ë��Ӧĥ�⡣��������������ɰ�ۡ����Ƶȣ������Ӧ�⻬��ë�̡�
����3�� ���ֽ��෴˳��װ������װת��ʱ��Ҫ���������Ƚ��Ǽ����ͷ�ѹ����ڣ�Ȼ�������ס���Ȧ����ת���ϣ��ٰ�ת����ڲ��ձ۵������������룬����ר�ù��߽��������ʵ�š�������ת�ἰ�ձ�������բλ�ã�ʹ���ߵĦ�8���룬���뵯���������������Ǽ����ͷⴽӦ������뵯����ʱ������һ�����������������Ҫ��ձ�����ƽ�룻��ҡ�����ڹձۼ�����λ��Ӧ��ͼ4��2ʾ��ת��װ����ת��Ӧ��
����4.1.2.9 SN10-10N��/3000�Ͷ�·����Ͳ������ǰ���йز��ֽ��С���������ͷ��Ӧ�����˺ۼ���
����4.1.2.10 ��·������װ
����1�� ����ȫ���ܷ�Ȧ�����������ܷ�Ȧ��Ӧ�������Ƶȡ�
����2�� ����½����������ܷ��棬�����ܷ�Ȧ��Ȼ���½��������ڻ����Ͽ�������
���������������½��߶��������������װж�����������ı�����һ��ֱ���ϡ�
����3�� �����ɷ����ԵͲ�ڱڰ�Բ���ڣ��ٷ�����ѹ������ʹ����Բ��̨����ѹ�ڵ����ϡ�����ԵͲ�����½���������������ר�ù��߽���ѹ���ϵ���ֻ��������˨�ԽǾ���š�����Ա�֤�����������˶�������������ԵͲ����ѹ��������ӵ����뿨���ԵͲ�ڱڰ�Բ�ΰ����ڣ���ѹ������ƫб���ܷ�Ȧ����ѹƫ�����̺�ķ�϶����������0.1���ס�SN10-10�����Ͻ�������֧�־�Ե���ϵ�L���������ʱԲ������Ӧ�����������»Ӧ���硣
����4�� ����װ���Ե��Ȧ����Ƭ��������Ƭ����ע��������ľ�Ե��Ȧ��װ�����Ա�֤�ᴵ�������Ͻ������Ľ��߶��ӷ����෴��������SN10-10���ͺᴵ�������Ͻ��߶��Ӽн�180�档
����5�� ��ר�ù���װ����ѹ����ѹ�����ң�����A�ߴ硣�粻�ϸɵ������ġ���Ƭ��Ƭ��ľ�Ե��Ƭ��ȡ���������A�ߴ����SN10-10�� 135��0.5���ף�SN10-10�� 153��0.5���ס�
����6�� ��װSN10-10��/3000�ĸ�Ͳ��
����7�� ת��������ҡ�ۣ���鶯���˶������������������������ɬ����
����8�� ע�⣡�ݲ�Ҫ��װ����������ñ��
����4.1.2.11 ��ܵļ���
����1�� �������
����a�� ���·�բ���ɡ���բ���嵯�ɡ���Ե���ˣ������֡������ȸ�������Ҫʱ���������˵���У��������ͬ�����ɿ������������࣬��ϴ��м����ᣬ���ɺ�Ϳ������װ�ء����������Ϳ�������ͣ�����ͬ����һ������¿ɲ��ֽ��������У�ֻ����������ͼ��ɡ�������ܶ�����ʱ���õ�Ȧ���ڡ�����������������ܶ�Ӧ������1���ס�
����b�� ��������ϸ��ձۺ�����������п�����ٺ�Ӧ���в�����Ȼ����ϴ��ס������������ձ�������Ӧ��ֱ������Ӧ�ι̡�
����c�� ��������봹ֱ���˹ձ۵������Ƿ����á����������ձ۲�Ӧ�ɶ���8��60����������8��70Բ������Ӧ���˳��������ö�˿����˨���浯������Բ����
����d�� ����Ե���˱������ŵ�ۼ�����Ĥ�Ƿ�����������Ĥ�������䣬ӦͿ1032��Ե���ᡣ����������Ե���˲�������㡢���ƺͱ��Ρ�
����e�� ��������ϴ���֡������ȸ�������������������Ρ�Ȼ���ڸ�ת�������������Ϳ�����͡�
����f�� װ����Ե���˼����������ֵȸ�����������������ת��Ӧ�������������ϼ�϶��Ӧ����0.3���ס�
����2�� ��ܼ���բ��λ������a�� ����ܸ�����ĺ����Ƿ��ι̣���װ�Ƿ���ȷ��á��纸���п��ѻ�ٺ�Ӧ���в�������ܰ�װ����ȷӦ���µ��������������������������Ӵ��������ٺ�����ܰ�װӦƽ����
����b�� ����բ��λ������֧���Ƿ���ã�װ���Ƿ���ȷ������������բ��λ��֧�ܲ�Ӧ���Σ���Ƥ����ֵ�ƬӦ��Ƭ��װ��
����3�� ��բ���ɼ���բ���嵯�ɼ���բ���ɼ���բ������Ӧ��������ʴ�������Ա��Ρ��ȡ�
��������������բ���ɼ���բ���嵯��װ����
����4�� ֧�־�Ե�Ӽ��ޣ�
����a�� ����֧�־�Ե�ӱ��棬����������ơ������ȱ�ݡ�����������Ե�ӱ���������������������ơ�
����b�� ��鰲װ��˨����Ե���������Ľ�װ���Ƿ����á�����������������װ�ι̲��ɶ�����װ��˨���̡�
����c�� ������Ե�Ӽ��Ƿ��ƽ��ֱ����Ե�Ӹ߶��Ƿ�һ�£�����Ӧ�ӵ�Ƭ��������������ͬ���Ե��Ӧ��һ�������ϣ������Ե����һ��ˮƽ���ϣ���Ե�Ӹ߶ȲӦ����1���ס�
����4.1.2.12 �������˼���
����1�� �ֽ�
����a�� ж�´�ֱ���ˡ�
����b�� ��ˮƽ������м���ٶ������������ӵ�Բ����ж��ˮƽ���ˡ�
����2�� ��ϴ�����
����a�� ��鴹ֱ�������½�ͷ���ڼ������Ƿ���ã����ڲ���ʱ���в�����������Ӧ�����������������������ơ��ٺ��������˼���ͷ�������ͱ��Ρ����˽�����˨ñӦ��ȫ�����Ʋ�Ӧ�ҿۡ�
����b�� ���ˮƽ������ձ۵������Ƿ��ι̣��ձ��������Ƽ�����������ˮƽ���˲�Ӧ�������ձ���ˮƽ���˵����ӱ�����Բ�������������������ö�˿����˨���档���ӱ����ι̣�Բ����Ӧ���˳����ձ������ơ���
����c�� ��������ϴ��������ס���������е���������ĥ�������ɺ�����ס������������Ϳ�����͡�����������ס���С�����������ĥ�������������������ϼ�϶��Ӧ����0.3���ס�
����3�� ��ֱ��ˮƽ�������·�����ٶ����������������������װʱ���С�
����4.1.2.13 ֱ����Ųٶ������ļ���
����1�� ����ϵͳ����
����a�� �ֽ�
������ �����š��ֺ�բָʾ�Ƽ������������ˡ�
������ ж��������ȡ�����壬�ٳ������ʹ������ֽ⡣
������ �ɿ������ϵĶ�λ����������ᡣ
������ ���������ж��֧�ܡ�
����b�� ��ϴ�����
������ ��������ϴ�������
������ �����µĸ����������塢֧�ܡ����֡��ձۡ�Ť�ɵ��������������Ρ�ĥ���������������Ӧ�ޱ��������������ơ�˫����í����Ӧ�ɶ��������������ϼ�϶��Ӧ����0.3����c�� װ���������������Ϳ�����ͺ��ֽ��෴˳��װ����������ϵͳװ�����ٶ������Ļ����Ϻ�Ӧ�Ӳ���۲죬ʹ�����������ڷ֡���բ��о���������ߵĴ�ֱƽ���ڣ����Դ�λ�����������ᴦ�ĵ�Ƭ������ʹ����ܶ������¹����ú������϶�λ���Ķ�˿��������������Ȼ���ٽ������м�����飺
������ ����֧�ܡ���鸴��Ť���Ƿ����á���������֧����Ť��������Ӧ�ܸ������硣
������ ���������ں�բλ�ú�������֧���ϵ�λ���Ƿ����Ҫ��֧�������Ƿ���ͬһƽ���ϣ������Ų�ƽʱ�����ĥ֧�ܽźͻ����ĽӴ����ӵ㺸��ƽ����������������������Ӧ��֧�����ġ�4����Χ�ڡ�֧���϶���Ӧͬʱ�Ӵ������ᣬ������Ӧͬʱ�Ӵ�������
������ ��δ���·�����ӵ�����£�������ת�����Σ��������ɬ����������ת���������Ӧ�ܿ�Ť�ɵ��������ɸ��顣
������ ���������㡱���壬ģ���բ״̬���Լ��������Ƿ���˫�����Ƿ�λ�ݸ˺ͻ������翨��λ�ݸ�Ӧ���˫�����Ƿ�װ�����翨�����ɽ���������Ǵ��һЩ������������˫���������ȷ��װ������װ�������������㡱����ʱ˫�����������ļ�϶��ӦС��1���ס�
������ ��鶨λ�ݸ��Ƿ��ɶ����˲��Ͳ�������������ݸ�������ӦУֱ����Ҫ���ԭ����������������������λ�ݸ�Ӧ���������Ρ�����������ñ�ñ������
������ ��������������м���Q2�������㡱�ľ��롣��������Q3Ӧ����Q1��Q4������0.5��1���ס�
����2�� ��բ���������
����a�� �ֽ�
������ �������ڽ��߰��Ϻ�բ��Ȧ�����߶��ӡ�
������ �ɿ���ֻ��˨��ж�����������������������巨���ȣ�ȡ����о�����ɡ�ͭ�ס���Ȧ�ȡ�
������ ���������ж�²����ֱ���
����b�� ��ϴ�����
������ ������������ϵĸ���ͭƬ�Ƿ���á����̡����������̶�����ͭƬ��ƽͷ��˨Ӧ���ɶ����Ҳ��ܸ߳�ͭƬƽ�档
������ ��ëˢ��ɨ������������������ͭ�ס���Ȧ�����ɵȡ������Ȧ�����߾�Ե�������������ֱ�����衣��������ͭ��Ӧ�ޱ��Σ���բ��Ȧ������Ӧ���á�����֮��1000��ҡ��������Ե���費С��1��ŷ��ֱ��������ϱ���
������ ��ɨ���巨��������²���Ƥ����漰�ֶ������ܸ��Ƿ���á����ֶ������ܸ�ת�ἰ������ϴ��Ϳ���͡������Ӧ���������ϻ����̶���˨Ӧ�����ѣ�����ñ��Ӧ�ӵ��ɵ档
����c�� װ�����ֽ��෴˳��װ����װ�������ֱ��Բ������Σ��������о�˶��������������բ������֧�ܼ�Ĺ����϶�Ƿ����Ҫ����ɵ�����о���˵ij��ȡ���������ͭ��Ӧ��ȷ�ذ�װ�����������IJ��ڡ���բ��о�˶�������Ӧ��ɬ������ĥ��������������װ����ͭƬ����Ӧ���£�����װ������բ��о���г�ԼΪ78���ס���բ��о���˳���Ϊ141-1���ס���о��բ��ֹʱ����������֧�ܵļ�϶Ϊ1��1.5���ס�
����3�� ��բ���������
����a�� �ֽ�
������ ������о�Ķ�˿���²��а��ɿ���ȡ�·�բ��о��ͭ�ס�
������ ���·�բ��Ȧ���߶��ӣ�ȡ����բ��Ȧ��
����b�� ����
������ �����Ȧ�����ߵľ�Ե�����������ֱ�����衣����������1000��ҡ��������Ե���費С��1��ŷ��ֱ��������ϱ���
������ ���ͭ�̶��Ƿ��ι̺����ޱ��Σ�����о�����Ƿ�������������������о����Ӧ�Ͷ���о�϶��洹ֱ��
������ ����о���˳���Ӧ���ˣ��������������Ƽ�飬Ӧ�ܿɿ���բ��������������о�������������Ӧ�ܼ�������8��10���ס���բ����о�г�Ϊ34-1���ס�
������ ���������м��ӵƻ�·�ĵ�ѹ�����ڷ�բ��Ȧ�϶�����Ӱ���·����������������Ӧ����բ��о���˻�Ϊ��ͭ���ˡ�
����c�� װ������ж�෴˳����С�����˿ȷ���뾲��о��ֹ�����ڡ�װ�����а������о��ת���ֲ�ͬ�ǶȲ������ƶ�ʱӦ��ɬ��������բ������²����а���Ӧ��װ�а塣����������˿Ӧš���̡�����о�����˶�ʱ����λ��Ӧ��ɬ����
����4�� �������ؼ��
����a�� F1��������
������ ��龲�ӵ�ĵ��ɵ����Ƿ����ã�ת���ӵ�ʱ����ɬ��ĥ����������������ת���ӵ�ʱ�����ӵ�Ӧ��ɬ������Ѹ�ٸ��顣�����ӵ�δ�Ӵ�ʱ�����ӵ��붯�ӵ�Ľ�ľԲ�̼�Ӧ��0.5��2����϶�����ӵ�ѹ��ʱ��Ӧ�뽺ľ��ĥ����
������ ��ëˢ��ɨ��������Ҫʱ���ñ�ǣ����߶��ӣ����зֽ���ޡ�����װ��ʱӦע��ʹ��բ��·�������ӵ���������սӵ�������30��ǡ������������ӵ����������ϲ�Ӧ�ζ�����ľ���ֲ�Ӧ��
������ ��������������Ƿ���á������������˲�Ӧ�����������Ϲո�����������Ȳ�С��5���ס�
����b�� F4��������Ӧ����л��ɿ��ԣ�����ɨ�ڲ��ۻ��Ǻøǰ塣���������л�Ӧ���ã��ӵ������ˡ�
����5�� ��բ�Ӵ�������a�� ȡ�����֣���ϸﱽ����˵Ĵ�ͷ�ƽ����0#ɰ����⡣����������������ͷ����Ӧƽ����
����b�� ��ëˢ��ɨ����������������������Ӧ��ࡢ���������۹�����ʴ����
����c�� ������ͷ����ͳ��г̡����������Ӵ����Ŀ���ͳ��г�Ӧ���ϱ�����Ҫ��
����d�� װ�����ֺ�鶯�������������������ͷӦ���������ɬ����
����4.1.2.14 ������װ
����1�� ������ĸ��లװ�ڿ���ϣ��������ĸ���װ��˨����Ȧ����������������������·���������ijߴ粻ӦС��250���ס�
����2�� �Һòٶ�����������ˮƽ���˵������ߣ�Ȼ����Բ�����������ٶ�����
��բֱ���Ӵ�������
| ��ʽ�� | ��ͷ���ࣨ���ף��� | ���г� �����ף��� |
���̣����ף��� | ͬ�ڲ���ף��� | ��Ȧ��ѹ�������� | ֱ�����裨ŷ��20�棩�� | �߾������ף��� | �������ѣ��� |
| CZ9��50�� | ��8�� | 10.5��12.5�� | <2.5�� | <0.5�� | 110�� | 56��5%�� | 0.38�� | 3000�� |
| 220�� | 224��5%�� | 0.27�� | 6000�� | |||||
| CZO��40C�� | 3.5��4.5�� | 5��7�� | 1.5��2.5�� | <0.3�� | 110�� | ���غ�բ���źŵȼ̵����ɿ�ϵ����Ҫ��ѡȡֱ������ֵ���� | ||
| 220�� | ||||||||
����������ˮƽ�����ι̵�������һ��ע�⣡��������˨����Բ��������������������δ���·������ǰ��ת��ˮƽ����Ӧ��ɬ�����ڻ������ں�բλ��ʱ��һ���ͷţ�Ӧ�ܸ������硣�ٶ�������ֱ�Ӱ�װ�ڻ�����ǽ�ϣ���ٶ�������ǽ��Ӧ��һ��8��10��������塣��װ��˨����ñ��ǽ֮��Ӧ�ӵ淽���档
����3�� ʹ�ٶ��������ں�բλ�ã����ˮƽ�����ϵĹձ۽Ƕ��Ƿ����Ҫ����ǶȲ��ԣ�Ӧ������װ�ձۡ����������ٶ��������ں�բλ��ʱ��ˮƽ�����ϵĹձ��봹��ļн�ӦΪ60�㡣
����4�� ʹ�ٶ��������ڷ�բλ�ã�ת��ˮƽ���ˣ�ʹ��ձ��봹�߳�30��нǡ�Ȼ���ô�ֱ���˽��ٶ��������·��������������ʱ��·����Ӧ�ڷ�բλ�ã�������������ֱ����װ�䳤�Ȳ���С��450���ף���ֱ���˲����������������ݿ�¶����ͷ��ĸ��ӦС��2��3�ۡ�
����4.1.2.15 ����������
����1�� ��������������
����a�� ���֡���բ��־�ߵ��ھ�Ե���˳��ȡ����֡���բ��־�ߣ����Ƚ���Ե�������˿����Լ315���ס���SN10-10��/3000��Ӧ����Ͳ�������˿����Լ115���ס�װ�Ͼ�Ե���˼���Ͳ���ˣ�����·���ֶ���բ��Ȼ�����H�ߴ磻�粻�ϸɵ�����Ե���˼���Ͳ���˵ij��ȣ�ʹH�ߴ�ﵽ����ֵ������������H�ߴ�ʹ���ֵ������2���ף����ɲ����������բͬ�ڲ��ʱ���ൽ����բλ��Ӧ����һ��ԣ�ȣ���ֹ�ձ��������������ײ������������H�ߴ��Ϊ��
����SN10-10�� 110��1.5����
����SN10-10�� ��Ͳ122+1-2����Ͳ106+2-1����Ե���˽�ͷ�ݿ�������Ȳ�ӦС��10���ס������բͬ�ڲ����10���ס�
����b�� �ò�˻���ȳ߲����������г̣���Ҫʱ������λ����Ƭ�������е�����ʹ֮�ﵽ����ֵ����Ҫ����ൽ����բλ��ʱ����һ����ԣ�ȣ��Է���բʱ�ձ��������������ײ�����������г̱���
����SN10-10�� 155��3����
����SN10-10�� ��Ͳ157��3����Ͳ66+4-2����
����c�� ����բ��о��������ּ��ڷ�բ״̬ʱ�Ŀճ̾��룬������Ҫ��ʱ�ɵ�����о�²��Ļ��彺�档����������·���ڷ�բ״̬ʱ��բ��λ�������Ӧ�Ӵ�����բ��о��������ּ�Ŀճ̾���Լ5��10���ס�
����d�� ���Ӹ����������ˣ��ֶ�������բ������·�����ٶ���������ɬ���������ؽӵ��л��Ƿ���ȷ������·����բ����ֹλ�ã����˲ٶ�������������֧�ܵļ�϶�����������������عձ��������˼нDz�Ӧ�������㡣
����e�� ������բ��·�������ؽӵ㣬ʹ��·����������ͷ��ͨ���ٶϿ���������բ���嵯�ɻ��������Ͳ�ļ�϶��Ȼ�����ֶ�����·����բ������բ��·�������ؽӵ�Ͽ����뼰��բ���嵯�ɵĻ��������Ͳ�ļ�϶������������բ�������ؽӵ㿪���벻С��2���ס���բ���嵯�ɱ����ڶ�����ͷ�Ӵ���������á���բ�������Ͳ�ļ�϶Ӧ��֤��=2��6���ס���բʱ��=20��2���ס��������ؽӵ��л�Ӧ��ȷ��
����f�� ���������ע���ϸ��Ե�ͣ����е綯�֡���բ��������������г̼�H�ߴ硣���ϸ�ʱ�ٴν��е����������������������ͽ�ֹ��֡���ϲ������������г̼�H�ߴ��Ե綯�֡��ϲ���Ϊ��
����g�� ������װ��С��Ե��Ͳ��������װ�䡢��ñ���Ͻ������ȣ�����ֻ��������˨�ԽǾ��Ƚ��̣����������ֹ���������������Ĺ̶���˨������£���װ��Ӧ�Ƚ����ֶ��ֺϲ�������鶯�����뾲���������Ƿ�������˶�����ɬ������������������װʱ����ʹ������ָ���ᴵ��������ֹ����С��Ե��Ͳ����©װ��
����h������ע��ϸ�ľ�Ե�����ͱ����ߡ�
����i�������֡���բ�ٶȣ�ͬʱ��������¼��բʱ��բ��Ȧ�Ķ��ӵ�ѹ����֡���բ�ٶȲ�����Ҫ�ɵ�����բ���ɵ������쳤�ȡ����ٺ�װ�����������ֹ���������������ȡ����������ٶȱ����������ѹʱ��
�����պ� �շ֣���/�룩 ����/�룩
����SN10-10 I >3.5 3.0+0.3
����SN10-10 �� >4 3.0+0.3
����SN10-10 �� >4 3.0+0.3�շ֡��պϵ��붯���˺�բλ�õľ���L��Ϊ��
����SN10-10 �� 27����
����SN10-10�� 42����
����j��ȫ��������ᡢФ������Ф���Ƿ���ȫ�����ڣ�������˨����ñ�Ƿ���̡���������������˨���̣�����Ф��ȫ�����ڡ�
����k�� ����ѹ���ع�Ļ�е����װ���Ƿ���ȷ����Ҫʱ���е�����
���������ֳ���Ļ�е�������飬����Ƿ���ȷ�ɿ���������������װ�ñ����ɿ���
����4.1.3 ��������
����1�� ��Ե���˵ľ�Ե���裺���Ӻʹ��� ��������1000��ŷ������ ��������300��ŷ
����2��������ѹ���� ���������Եء��Ͽ��估�ֳ��������Ϊ38ǧ����һ���С�
����3�� ÿ�ർ���·���裺 ��������
����SN10-10 �� <60ŷ
����SN10-10 �� <40ŷ
����SN10-10 �� <17ŷ
����4�� ��·���ĺ�բʱ�䣨�������ѹʱ������������
����5�� ��·���Ĺ��з�բʱ�䣨�������ѹʱ������������
����6�� �����բ�Ӵ�������Ͷ�����ѹ����������������ѹ������30����������65���ֵ��
����7�� �����·������ͷ�բ��ѹ����������65���ֵʱӦ�ܿɿ���բ��
����8�� �����Ӵ������֡���բ��Ȧ�ķǾ�Ե�����ֱ�����衣����������1000��ҡ��������Ե����Ӧ��С��1��ŷ��
����9�� ����Զ������װ�ü���·���ͻ����Ķ�������� ������������
������բ 2��
������բ 3��
�����̵籣��������բ 2�Σ�����һ�δ��Զ��غ�բ��
����4.1.4 �����
����4.1.4.1 �������߽Ӵ��棬Ϳ��һ�������Է�ʿ���ͣ�Ȼ��������ߡ�
����4.1.4.2 ������ɨ�����ӵ��ߡ���Ҫʱˢ�ᡣ
����4.1.4.3 ֪ͨ�����������Ա������գ�����������Ӧ��������Ա�����������ݣ�
����1�� ����������������¼��������Ե�����������������
����2�� �ƻ�������Ŀ�����������Ŀ��������
����3�� ����ǰ�ͼ����з��ֵ�ȱ�ݺʹ��������
�����ɼ�����Ա������ޱ���ͼ����йؼ���������
����4.1.4.4 ������Ա�����ⲿ���Ͱ������µ�����֮9���в������飬���������ɼ�����Ա������
����4.1.4.5 ���ս����������ֳ�������ȫ��������Ա�����ع���Ʊ��������������
����4.1.5 �������ϼ���������
����4.1.5.1 ��·�����岿��
����1�� ҡ��ת�����͡�����ԭ��
����a���Ǽ����ͷ������ס����ơ�����Ȼ�е���˻���ë�ߡ�������������ϸ���Ǽ����ͷ���ۡ�����Ȧ��������飬�������ˡ�ȱ��Ӧ���и�����
����b��ת�����ײ��⻬����ë�̡�������������0��ɰ��������ʹ��Ϳ��ڱڹ⻬��
����2�� ����ָ���䣬������Ƭ�У��ϲ���բ������ԭ��
����a������Ƭ������ʧȥ���ԡ����������������ϸ�ĵ���Ƭ��
����b������դ�봥���乫����Ϲ����������������ϸ������դ������
����3�� ������ָ������Ƭ�봥������դ�Ӵ���λ���ˡ�����ԭ����Ƭʧȥ���ԣ���ʹ��ָ�봥���Ӵ����������������������ϸ�ĵ���Ƭ��
����4�� ������ָͭ螺Ͻ�����䡣����ԭ���Ӳ������������������������սᴥͷ��
����5�� ��ָ��������ָ��ͭ�������ˡ�����ԭ��������ֹ�������г̹���������������ֹ��ת���������´��í����ʹ������г�Ϊ0.5��1���ס�
����6�� ��������ͷ���IJ�������բʱײ����ָ��ʹ֮���ε��¡�����ԭ��
����1.��ѹ�����ԵͲ��ĵ���Ȧѹƫ����������������ѹƫ���εĵ���Ȧ��������װ��ʹ����ȫ��������ڡ�
����2.��ѹ���ϵ��ĸ���������˨���̵IJ����ȡ������������ĸ���������˨Ӧ�ԽǾ��Ƚ��̡���
����3.������װ��װƫ�������������ɿ���ñ���Ͻ����������ֻ��������˨������������װ���λ�����¶ԽǾ��Ƚ�����ֻ��������˨������ͬʱ����ͷ���봥�������ֻ��˨�ɿ�����������λ�á�
����7�� �����ײ������������͡�����ԭ��
����a���ܷ�Ȧ�����ϵIJ۹���Ϲ���̫��ʹ�ܷ�Ȧѹ�������������������������ϴֵ��ܷ�Ȧʹѹ������1/3���ҡ�
����b���ܷ�Ȧ�����в������ñ��Ρ������������������ܷ�Ȧ��
����8�� Բ��Ф���˵ĵ�Ȧ���䡣����ԭ��Ȧ�����������Ρ�������������������Ф��
����4.1.5.2 ֱ����Ųٶ��������ַ�բʧ�顣����ԭ��
����1����λ�ݸ��ɶ�����λ����ɷ�բ�����м�����͡��������������µ�����λ�ݸˣ�������������ĸ��
����2����բ�����о�˶��п�ɬ���������������п�ɬ����о�ҳ�ԭ���������Դ�����
����3����բ������̶���˿�ɶ�����ʹ��о���䣬�������¡���������������˿�ι̵Ķ���˿�ѣ�����բ��о�²�װһ�а塣
����4������բ��о�г̹�����������������о�г̣�ʹ֮��1/34�����ʵ����١�
����5��������·��ͨ���������������������·��ͨ��ԭ������������
������բʧ�顣����ԭ��
����1����բ�����м���λ�ù��ߡ��������������µ�����բ�����м����λ�á���Ӧ��֤��ͷ�բ��ѹ�¿ɿ���բ��
����2����բ��о�ϲ���Ե��Ȧװƫ������������ʹ��բ��о�ⲿͭ������ȷ���������������ڣ�������Ե��Ȧ��
����3����բ�Ӵ�������ͷ�������֡�����������������ͷʹ����ͷ���¿������֡�
����4��������·��ͨ�����������������ͨ��ԭ���������Դ�����
����5����բʱ�����ڻ�������բ��������ײ����բ�����м��ᡣ�������������բ��������а�ʱ�����ɶ�����о�ϲ���˿��
������բʱ��������Ծ���ϲ���բ������ԭ��
����1���������غ�բ�ӵ���硣���������������������ؽӵ�ʹ���ڶ�·����ͷ��ͨ���ٴ���Ӧ��֤��բλ��ʱ�������ؽӵ�Ͽ����벻С��2���ס�
����2�� ��բ��о����̫�̡�����������������բ��о���ˣ�ʹ�����϶��1.0��1.5���ס�
����4.1.6 ��������
| ������ʽ�� | ���ö�·���� | �ٶ� ���� ��� �����ơ� |
�֡���բ��Ȧ�����ݡ� | ||||||||||
| �� ʽ�� |
����� ��A���� |
� ��ѹ �������� |
� ���� �������� |
�� Ȧ ������ |
���� �ߺ� ֱ�� ������ |
���� ���ѣ��� |
���� ��ʽ�� |
�� �� �� С �� �� mm ���� |
�� �� �� С �� �� mm���� |
�� �� �� С �ڣ� mm ���� |
ÿ����Ȧ 20��ʱ�� ���� ��ŷķ���� | ||
| CD10-�� �� | SN10-10��,�� | 1000�� | ��բ�� | 110�� | 240�� | 1�� | 1.81�� | 326�� | ˫�߲����� | 100�� | 154�� | 100�� | 0.46��0.04�� |
| 220�� | 120�� | 652�� | ���� | 1.82��0.15�� | |||||||||
| 1250�� | ��բ�� | 110�� | 5�� | 2�� | 0.35�� | 1690�� | ���� | 28�� | 62�� | 58�� | 44��2.2�� | ||
| 220�� | 2.5�� | ���� | |||||||||||
| CD10-�� | SN10-10�� | 3000�� |
��բ�� | 110�� | 314�� | 1�� | 2.26�� | 341�� | ˫�߲����� | 126�� | 190�� | 133�� | 0.35��0.93�� |
| 220�� | 157�� | 682�� | ���� | 1.4��0.12�� | |||||||||
| ��բ�� | 110�� | 5�� | 2�� | 0.35�� | 1690�� | ���� | 28�� | 62�� | 58�� | 44��2.2�� | |||
| 220�� | 2.5�� | ���� | |||||||||||
����4.1.6.3 ��Ҫ��������
����1�� ��·����Ҫ�������ݼ��±�
| �� �š� |
�� �ơ� |
�� � |
�� �ݡ� | ||||
| SN10��10�� 1000���� |
SN10��10 �� | ||||||
| 1250���� | 3000���� | ||||||
| ��Ͳ�� | ��Ͳ�� | ||||||
| 1�� | �������г̡� | ���ס� | 155��3�� | 157��3�� | 66��42�� | ||
| 2�� | �綯��բ�����϶������ ָ�� | ���Ͻ������϶��桡 | ���ס� | 110��1��5�� | 122��12�� | 122��12�� | ���� |
| �ഥͷ���϶��桡 | ���ס� | 120��1��5�� | 136��12�� | 136��12�� | ���� | ||
�������ϱ�
| �� �š� |
�� �ơ� |
�� � |
�� �ݡ� | ||||
| SN10��10II 1000���� |
SN10��10 III�� | ||||||
| 1250���� | 3000���� | ||||||
| ��Ͳ�� | ��Ͳ�� | ||||||
| 2�� | ��������ľ��룬��H�ߴ硡 | ���ԵͲ�϶��桡 | ���ס� | ���� | �� ���� |
���� | |
| ���Ϸ������桡 | ���ס� | ���� | �� ���� |
106��21�� | |||
| 3�� | ��Ƭ�϶������������ľ��뼴A�ߴ硡 | ���Ͻ��������桡 | ���ס� | 135+0��5�� | 153+0��5�� | ���� | |
| ���ԵͲ�϶��桡 | ���ס� | ���� | ���� | ���� | |||
| 4�� | ��բʱ�� | ���� | ���� | ���� | ���� | ���� | |
����ֱ����Ųٶ�����Ҫ�������ݼ��±�
| �� �š� | �� �ơ� | �� λ�� | Ҫ �� | �� ע�� | |
| 1�� | ��·����բ״̬������ձ��봹��нǡ� | �ȡ� | 41�㡡 | ���� | |
| 2�� | �������ں�բ״̬ʱˮƽ���˹ձ��봹�нǡ� | �ȡ� | 60�㡡 | ���� | |
| 3�� | ��բ�����϶�� | ���ס� | 1.0��1.5�� | ���� | |
| 4�� | ��բ��о�ճ̡� | ���ס� | 5��10�� | ���� | |
| 5�� | ��բ��о�г̡� | ���ס� | 34-1�� | ���� | |
| 6�� | ��բ��о�ճ̡� | ���ס� | 25-1�� | ���� | |
| 7�� | ��բ�����м��������ߵ��ڡ����㡱�ľ��롡 | ���ס� | 0.5��1�� | Ҫ������ͷ�բ��ѹ��Ҫ�� | |
| 8�� | ��բ��·�������ؽӵ㡡 | ��բ��Ͽ����롡 | ���ס� | >2�� | ���� |
| ��բʱ�� | ���� | ����ͷ��ͨ���ٶϿ��� | ���� | ||
����1��������ע������Դ�����蹤�̽���������������Ʒ����Ȩ�������蹤�̽��������У�δ��������Ȩ����ת�ء����ӡ�ת������������ʽʹ�ã��Ѿ�������Ȩ�ģ�Ӧ����Ȩ��Χ��ʹ�ã��ұ���ע������Դ�����蹤�̽���������Υ�����������ߣ����������䷨�����Ρ�
����2��������������Ϊ�����Ѽ�ת�أ��������������ߺͳ��������ڱ���������Ʒ�漰��Ȩ������ģ��������뱾��վ��ϵ������վ��ʵȷ�Ϻ�ᾡ�����Դ�����
��������ת��֮��Ʒ��������ζ����ͬ����Ʒ�Ĺ۵����ʵ�ԡ�������ý�塢��վ�����ת��ʹ�ã���������Ȩ����ϵ�����Ը��������Ρ�
����3������վ��ӭ����Ͷ�塣







