

���蹤�̽����� > ������Է > ������� > ����
2010-05-27 10:27 �й���ĥ�� ���� �� С������ӡ������Ҫ������
����ˮ��������ҵ������ĥϵͳѭ������ʹ���ѹ��ˮ��ĥϵͳѭ�������Ҷ�ֵĿ�ĥ������������ˮ����ҵ��������Ҫ���⡣
����ѭ��������ڸ���ҵ������ͬ��ʹ�õ�ԭ���ϡ��¶ȡ�����Ũ�ȡ��������ͬ�����γɵ�ĥ��λ���̶�Ҳ����ͬ����ʹͬһ��ҵ����ͬ�豸����ͬԭ�ϣ���ͬ���õ������ߣ�Ҷ��ĥ�����Ҳ����ͬ����ͨҶ������ˮ��ĥϵͳѭ�����ʹ���������3���£��ٵ�1�����¾���Ҫ�����������Ƕ�����ٵ�����ʵ��������ϵͳѭ�����Ҷ��ĥ����Ҫ��ҶƬǰ�в���ҶƬ��ǽ���������ͼ1����ˮ��ĥϵͳѭ�������Ҫĥ��λ�ڷ��ǽ����ҶƬ����������С���ǽ��ĥ�𡣵�ҶƬ��ǽ�����ĥ��һ���̶�ҶƬ�ͻ���ǽ����������豸�¹ʡ���ͼ2�������¹���ˮ����ҵ�����ʼ������Ҫ������Ե��ۺϸ��������������Ҷ�ֿ�ĥ����������ѭ�����ĥ�����⣬�����¹ʵķ�����
������1������ĥ����
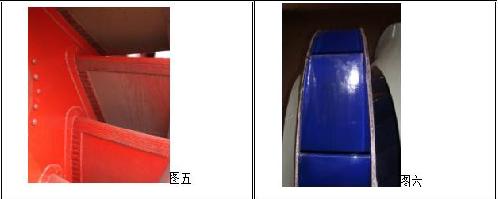
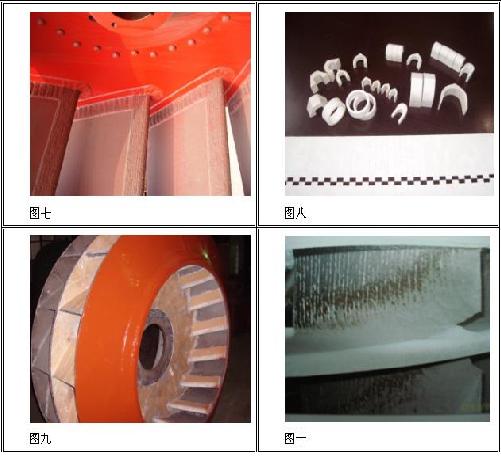
����Ŀǰ����ˮ����ҵ��ѭ������Ŀ�ĥ����һ������������ַ�����һ�Ǹ��ϰ�ģ���ĥ�ԽϺõ���̼��up��ĥ���ϰ塣��ͼ3�������մ�Ƭճ������Ƕ��������ͼ4�����Ǻ�����ĥ���ϣ���ĥ�����Ѻ�����ĥ�ۿ��̺���������ͼ5�����ǻ���������ʴ�������´��սḴ��Ҷ�֡���ͼ6��ѭ�����Ҷ����F��˫�����F�͵�����������ֽṹ��ʽ�������̻���̺���ҶƬ��
����������һ���з�����
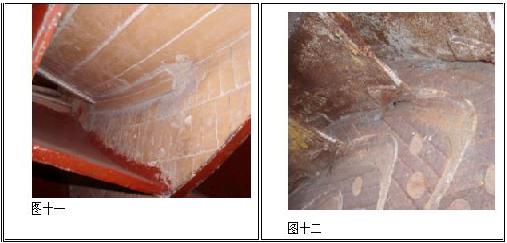
����1.1���õ�һ�ַ�ʽ����Ҷ�֡������Ǹ��ϰ�ĵĺ������⣬���ڸ��ϰ��һ��Ϊ��ͨ�ְ壬�ɺ��ԽϺã�һ��Ϊ���t�Ͻ�ҶƬ���С����̵ĺ���ֻ�ܲ�ȡ���¿ڵ��溸�ӣ�����ǿ����Բ�һЩ����һ�������С�����Ҳ���ø��t�Ͻ�壬���������ӣ������Ͳ�����ҶƬ���к�ǽ�������ҶƬǰ�˲���ĥ���⡣�����ձ������Ҷ�����к�ǽ������ҶƬǰ���ڲ�����ĥ���ϡ���ͼ7����ͨ��ĥ���ϵĿ�ĥ��������ѭ������ϵ�Ӧ���3���£��еIJ���2���£���ѭ�����ҶƬǰ������ǽ�庸�Ӳ�λǡǡ��ѭ���������ĥ��λ����ʹ�ø��t���ϰ������Ҳ�൱�ĸߡ�
����1.2��Ҷ����ĥ��λ�Ѻ���ĥ�����У��кϽ���ĥ��������ĥ�ۿ�ȼ��������������˹����ӵķ�������������������Ҷ�ֺ�����ĥ��������ı��������Ǻ��̺����̵ı��Ρ��˹��Ѻ���ĥ�㺸��ӿ���һ��Ѻ����ϣ���������ͻ�ܿ콫ĸ�ij�ˢĥ©����һ����Ҷ�ֺ�����ĥ�㲿λ�ֲڲ�ƽ���һң�ʧȥƽ�⣬���������¹ʡ���ͼ10��
����1.3�մ�Ƭճ������Ƕ����Ƕ��ʽ��Ƭ�Ϻ������ϴ�ֱ�ǽӿڻ��������ֲ��״�������Ƭ�ӿڲ��Ϻܿ콫ĸ��ĥ©����Խ��մ�Ƭճ�������Ӽ��������ϡ������Ƚϳ��졣���ȣ��մ������������������輰�临�ϲ����մ�Ϊ������ĥ�����մɣ�ͨ����ǿ���л�����ճ�ϼ�ճ����Ҷ�ֱ�����γɵ���ĥ�㡣���ŵ���Ӳ��HRA����84���ϣ���ĥ���ܼ��ã�����̼ͨ�ְٱ����ϣ��������ᣬճ����������ܿɴ�160�����ϡ���οɸ���Ҷ����״��С������ѡ���մ�Ƭ�Ĵ�С����ȡ������μ�����������ԵĶ���ĥ��λ���д�������ͼ8��
������2������������о���ʵ���������ϸ��ַ�����ʵ�飬������Ϊֻ������Ե����ۺϷ����ֳ����������������ø�����ĥ���ϡ���ĥ����������ȡ����Ч�ɹ������潲һ��ʵ����Ӧ�������
����2.1����ĥϵͳѭ�����Ҷ��ҶƬ��ǽ����ҶƬ��ϲ�ĥ�����Ҫԭ�������ڽ������۳�Ũ�ȴ�����϶࣬�γɵij�ˢĥ�𡣶Դ����������ù�ճ����Ƭ��ʽ���������ں��������ϴ��Ƭ�ܿ�����������ѡ����䣬����ø��t�����Ѻ�������Ҷ��ֲڣ��һң�������ײ�����ƽ�⣬���������������Dz�������ĥ�ۿ��̺����������������ۺ�Ӧ��������ĥѭ�����Ҷ�ּ���ĥ��λȡ��������Ч����ij��19.5Dѭ��������ô��ַ�ʽ������ʹ��������Ȼ������ij��28F���ҶƬ����ǽ��ӭ����ĥ�����أ�����ڡ���ǽ��������ĥ��Ҷ����̨�����Dz�����ĥ�ۿ��̺���������ҶƬ������ȡ��һ�������ֶα�֤ҶƬ�����Σ���ĥ��λ�������ۺ�����ʹ��������Ժ�������������ʡ�˴����ʽ��ҿ�ĥЧ���Ϻá�ɽ��ij���ѿ�ʼ���ô����Ҷ��������Ӧ��������ĥϵͳѭ���������Ҷ�ֵ������������������о���Ӧ�ã�������Ϊ���������ڿ����ϴ������£���ĥҶ�ֲ�����ĥ�ۿ��̺������DZȽϳ���ɿ��ģ������Ǿ�ҵ�ֵ��������á�
����2.2ˮ��ĥϵͳѭ�������ĥ���о��������Ⱥ������UP���ϰ�����Ҷ�֣�һ����۽ϸߡ�����ijЩ�ؼ��ط��ĺ������ڲ��ʲ�ͬ��ҶƬ��ǽ�����ĥ���в��ܸ����������ͼ12����ĥ�������ӣ���ĥ�Ժã�ͬ�����ڲ��ʵIJ�ͬ���ӳ������ƣ�Ҷ��������νϴ���������Ҷ�֣����ں���Ӧ�������������Σ����ѵ����ʱ�з������մ�Ϳ��ˢͿҶ��ʵ��Ч��Ҳ�����롣�մ�Ƭճ�ᾭ5����������о���Ŀǰ��ȡ�õijɹ���ԱȽϳ���ɿ�����ͼ9��
����2.3ˮ��ĥϵͳѭ�����ʹ�ù���90-110�����ң��۳�Ũ�Ƚϸߣ����ֿ���������Խ��١���˴�Ƭ������������ѡ����ҶƬ��ǽ�������ĥ��Ҷ������ʱ�����к��죬�մ�Ƭճ����ճ�ϣ���ɴ�Ƭ��ˢ����Ҷ��ǽ����ҶƬ����ĥ������⡣������Ҷ�����칤���ϲ�ȡ��ר�м�����ʹҶƬ��ǽ�������ֱ�ǣ�������ר���մ�Ƭ��ճ��ʱ��Ƭ�ɽ������У��Ӹ����Ͻ������һ���⡣��ҶƬǰ�˲�����U�ʹ��ӿ�ר���մɼ�������˿����ĥ�������������˫����л�����ճ�������ճ��ǰ��Ҷ�ֽ��г�����������ǿ���մ�Ƭ��Ҷ�ֵ�ճ�������ڲ�ͬ��λʹ�ò�ͬ���մɼ��������ĥ�ۿ��̺����գ�ʹѭ�����Ҷ�ֵ�ʹ�����������ȶ�����ߣ�ƽ������������屶����ͼ11�������2007�������������������سɹ����Ƚ����������ǵľ��飬����ʱ������һ�ԣ���һ̨������Ƭ�������������ʱ����ʱ��������̨������ճ����Ƭ����Ч���Ҷ��ʹ��������
������3��ʹ���մ���ĥҶ��ע������
����3.1������ĥҶ��ǰ�����ṩʹ���¶ȷ�Χ��������������������С������������Լ���ĥ��λ��ʹ���������ֳ���������ϸ�������������ƶ���������ͬ��λ���ò�ͬ��ĥ���ϣ���ͬ�մɲ��ϼ�Ԫ�����ۺϽ�����ơ�ʩ����
����3.2ʹ�ù����У���ǿ��飬�����д�Ƭ����Ҫ����ճ������Ƭ���䲻��ʱճ������������ܿ�Ὣ�ְ���ʴ��ɸ�����ͬʱҪ�ر�ע�����ܵ��������������������䣬������Ҷ�֣��Ὣ�մ�Ƭ�������䣬���Ҫ�ر�����ע�⡣

����1��������ע������Դ�����蹤�̽���������������Ʒ����Ȩ�������蹤�̽��������У�δ��������Ȩ����ת�ء����ӡ�ת������������ʽʹ�ã��Ѿ�������Ȩ�ģ�Ӧ����Ȩ��Χ��ʹ�ã��ұ���ע������Դ�����蹤�̽���������Υ�����������ߣ����������䷨�����Ρ�
����2��������������Ϊ�����Ѽ�ת�أ��������������ߺͳ��������ڱ���������Ʒ�漰��Ȩ������ģ��������뱾��վ��ϵ������վ��ʵȷ�Ϻ�ᾡ�����Դ�����
��������ת��֮��Ʒ��������ζ����ͬ����Ʒ�Ĺ۵����ʵ�ԡ�������ý�塢��վ�����ת��ʹ�ã���������Ȩ����ϵ�����Ը��������Ρ�
����3������վ��ӭ����Ͷ�塣







