

建设工程教育网 > 专业资料 > 施工组织 > 机电安装 > 正文
2010-11-29 14:12 来源于网络 【大 中 小】【打印】【我要纠错】
六、主要施工方法
(1)室内机安装位置的选定
特别注意:
1. 室内机进出风口处要远离障碍物,确保气流能吹遍整个房间。
2. 确保室内机安装符合尺寸安装图要求。
3. 选择可以承受四倍室内机重量且不增加运转噪声及振动的地方。
4. 安装处必须确保水平。
5. 选择容易排除凝结水、容易连接室外机的地方。
6. 确保维修保养所需的足够空间,确保室内机离地面高度超过1800mm。
7. 安装用吊杆螺栓,检查安装位置是否可以承受机组的4倍重量。若不保险,在安装机组前应加固。(参见安装纸型找出需要加固的各点)
(2)吊装空调主体
1 初步安装室内机组
把吊架座附在吊装螺杆上,务必在吊架座的上下两头分别使用螺母和垫圈,使吊架座固定牢靠。使用垫圈定位板可以防止垫圈脱落。
2 使用安装用纸板
a. 关于天花板开口的尺寸,请参阅安装用纸板。
b. 天花板开口的中心在安装用纸板上有标志。
c. 用螺钉(3只)把安装用纸板装在机组上,并用螺钉固定管道出口处的排水槽的角。
3 把机组调整到正确的安装位置。
4 检查机组是否水平。
室内机组配有内置式排水泵和浮子开关,用水准器逐个检查机组的4个角是否水平。(若机组向凝结水流的相反方向发生倾斜,浮子开关可能出现故障,造成滴水。
5 拆除用以防止垫圈脱落的垫圈定位板,拧紧上边的螺母。
6 拆除安装用纸板。
(图见附件)
(3)面板的安装
1. 按下图所示,将面板上的导风板电机的位置对正室内机的管口位置上
2. 安装面板
① 暂时将面板安装在室内机上。安装时把挂扣挂在面板上的导风板电机的相反位置上的室内机的挂钩上。(两个位置)
② 暂时将其余的2个挂扣挂在主体挂钩上。(注意勿将导风电机的导线卷入封闭材料内)
③ 将4个位于挂扣下的六角螺丝拧入大约15毫米。(面板会上升)
④ 将面板转向箭头所指示方向进行调整,以便调节板与天花板接合良好。
⑤ 拧紧螺丝直至位于面板和室内机之间的封闭材料的厚度减少到5~8毫米。
(图见附件)
焊接说明:
1.焊工资格
(1)、操作者必须熟练掌握焊具的使用方法和操作技术,持有焊工证。
(2)、必须经过专门的学习培训,并取得有关部门颁发的“资格证”方可从事手工焊接作业。
2. 钎料的选用
紫铜+紫铜:钎料为Bcu93P (GB 6418),无须钎剂
气体助焊剂:可防止铜管表面氧化及有钎作用,推荐使用。
钎焊温度:820-860℃(铜管为浅红色)
3. 使用气体种类
(1)、加热用:工业氧气0.3-0.4Mpa
液化石油气(或乙炔)0.007-0.4Mpa
(2)、氮气(N2):为防止铜管内部氧化,对管内充入氮气。
4.焊接前准备
(1)、检查焊炬的连接处和各气阀的严密性,漏气的必须进行修理,并检查焊嘴有无堵塞现象。
(2)、操作者准备所需的工夹具、钎料、钎剂等。
(3)、铜管的焊接部位应无毛刺、无明显变形、内外表面干净、无锈垢、无油脂等。
焊接步骤:
1.装配铜管
(1)、铜管应正直插入规定深度,两装配件的中心线重合,焊接时应定位。为了保证装配尺寸正确,不能用手定位,防止加热时铜管移动。
铜管焊接尺寸要求见下表:
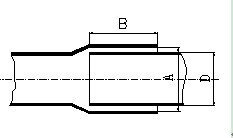 | 管外径D(mm) | 最小插入深度B(mm) | 间隙A-D |
| ф6.35 | 6 | 0.05~0.21 | |
| ф9.52, ф12.7 | 7 | ||
| ф15.8 | 8 | 0.05~0.27 | |
| ф19.05, ф22.2, ф25.4 | 10 | ||
| ф28.6, ф31.8 | 12 | 0.05~0.35 | |
| >=ф35 | 14 |
(2)、装配间隙过大,有相应规定的,可按要求适当钳小粗管口径。
2.充氮保护
(1)、铜管在钎焊温度下表面氧化剧烈,为有效减少铜管内部氧化皮的产生,要求对铜管进行充氮保护。
(2)、在铜管装配后,对铜管接头内部充氮。
(3)、对铜管充氮的方法
充氮方法:
气压0.05~0.3Mpa, 保证充入工件内的氮气流量为4~6L/min(手摸有气流的感觉)。
装配后开始充氮至焊后冷却继续充氮10秒以上。
(4)、充氮的要点(见下图)
a. 充氮时快速接头和充气枪应合上压紧开关,使氮气全部充入管内。
b. 充氮要保证氮气达到各焊接接头处,有效地排出空气。
c. 连续充氮时一定要有出气口,否则在焊接时气体从接头间隙处逸出,使焊接填料困难,并易产生气孔。
3. 焊接加热
注意:
(1)、钎焊为火焰硬钎焊,必须遵守有关安全操作规定。
(2)、加热前确认铜管内有氮气流过。
(3)、钎焊紫铜时,使用中性焰或轻微还原焰,一般采用外焰。铜管接头处加热应均匀,并注意根据管的材料尺寸分配热量。一般先预热插入管,使管配合紧密;再沿接头长度方向来回摆动,使其均匀加热到接近钎焊温度,然后环绕铜管加热至钎焊温度(铜管为浅红),同时钎料亦随之环绕加入,并均匀填满接头间隙,再慢慢移开焊炬,并继续加入少量钎料,形成光滑钎角。
(4)、加热时不能直接用火焰烧焊条,加热时间也不宜过久。
(5)、焊接时要注意控制好火焰方向,避开胶套管、海绵、电线等。
4.焊后处理(冷却)
(1)、焊后在管内有氮气保护的条件下,可对接头处再次加热至铜管变色(200-300℃),即进行退火处理。
(2)、在焊缝完全凝固以前,不能移动焊件或使其受到震动。
(3)、对采用水冷的焊件,应防止水进入铜管内部,放置焊件时仍要避免铜管表面残留水分流入管内。
5.钎焊质量及检验
焊缝表面光滑,填角均匀饱满,自然地圆弧过渡。钎焊接头无过烧、焊堵、裂纹、焊缝表面粗糙、烧穿等缺陷。焊缝无气孔、夹渣、未焊满、虚焊、焊瘤等缺陷。
附件下载:北京某工程空调系统施工组织设计
1、凡本网注明“来源:建设工程教育网”的所有作品,版权均属建设工程教育网所有,未经本网授权不得转载、链接、转贴或以其他方式使用;已经本网授权的,应在授权范围内使用,且必须注明“来源:建设工程教育网”。违反上述声明者,本网将追究其法律责任。
2、本网部分资料为网上搜集转载,均尽力标明作者和出处。对于本网刊载作品涉及版权等问题的,请作者与本网站联系,本网站核实确认后会尽快予以处理。
本网转载之作品,并不意味着认同该作品的观点或真实性。如其他媒体、网站或个人转载使用,请与著作权人联系,并自负法律责任。
3、本网站欢迎积极投稿。







